API 5l X52 PSL2 Seamless and Welded Pipe, X52 Grade PSL1 Line Pipe, Indian Supplier of API Grade L360 X52 Pipe
API 5L X52 Pipe - API 5L X52 Pipe PSL-1/PSL-2, Carbon Steel Seamless API 5L X52 PSL 1 Pipe, API 5L X52 Pipe Supplier
API 5L X52 PSL1 Pipe: High Strength, Durable and Flexible Pipeline Solutions for the Transportation of Oil and Gas, Prosaic Steel India's Leading Stockholder.
 The American Petroleum Institute specification API 5 X52 PSL1 Pipe covers seamless and welded steel line pipe. This is steel pipe for pipeline transportation systems in the petroleum and natural gas industries. API 5L is suitable for conveying gas, water, and oil. Size range is limited only by manufacturer’s capabilities.
The American Petroleum Institute specification API 5 X52 PSL1 Pipe covers seamless and welded steel line pipe. This is steel pipe for pipeline transportation systems in the petroleum and natural gas industries. API 5L is suitable for conveying gas, water, and oil. Size range is limited only by manufacturer’s capabilities.
Grade X52 indicates 52000 PSI minimum yield strength and 66000 PSI minimum ultimate tensile strength. API 5L X52 pipe also called L360 Pipe, X52 (L360) named by minimum yield strength 52 Ksi (360 Mpa). It’s a medium grade in API 5L and ISO 3183 specifications, used for oil and gas pipeline transmissions.
Specifications for API 5L adhere to the International Organization for Standardization ISO 3183, which standardizes pipeline transportation systems within the materials, equipment and offshore structures for petroleum, petrochemical, and natural gas industries. The technical committee authoring the standards recognized that there are two basic Product Specifications Levels (PSL) of technical requirements and therefore developed PSL 1 and PSL 2. PSL 1 is a standard quality for line pipe where PSL 2 contains additional chemical, mechanical properties, and testing requirements.
Grades covered by this specification are A25 ,A ,B (and the following "X" Grades), X42, X46, X52, X56, X60, X65, X70, X80. The two digit number following the "X" indicates the Minimum Yield Strength (in 000's psi) of pipe produced to this grade.
API 5L X52 Pipes are specially designed to handle the transportation of oil and gas under high pressure and temperature conditions. The production of these pipes places a strong emphasis on toughness and impact resistance, particularly for sour service and other demanding applications. Due to the high levels of sulphur present in sour wells, these pipes are particularly susceptible to stress corrosion. To mitigate this, manufacturers often apply anti-corrosion coatings such as oil, varnish, or black paint to the surface of the pipes. This additional layer of protection helps to enhance the corrosion resistance of the pipes, ensuring their longevity and reliability in harsh environments.
Prosaic Steel Supply stocks a full range of API 5L X52 PSL-1 & PSL-2 line pipe in seamless
API 5L X52 is a specification for pipeline steel pipes that are used in the transportation of oil and gas. The API 5L X52 specification covers both seamless and welded pipes and includes requirements for chemical composition, mechanical properties and dimensions such as pipe wall thickness, outer diameter and pipe schedule. The pipe is known for its high yield strength of 52,000 psi and is suitable for high-pressure applications. It has an equivalent ASTM specification A53 Grade B and EN10208 L360MB or GB/T9711 L360 and isO3183 L360 as grade.
API 5L X52 Pipe Supply Ranges and Sizes
| API SPECS | 5L Gr. X52 or L360 |
| Standard | API 5L, ISO 3183 |
| Grade | X52 or L360 (Suffix letter N, Q, M, R) |
| Type Seamless Steel Pipe | 21.3mm – 610mm, 1/2” – 24” |
| Welded ERW Pipe | 21.3mm – 508mm, 1/2” – 20” |
| LSAW and SSAW Pipe | 406mm – 2500mm, 16” – 100” |
| Pipe Wall Thickness Schedule | SCH 10, SCH 20, SCH 30, SCH STD, SCH40, SCH60, SCH XS, SCH 80, SCH 100, SCH 120, SCH 140, SCH 160, SCH XXS of the standard thickness |
| Range of Length | SRL, DRL, 5 meter to 14 meter |
| Fixed Length | 5.8 Meter, 6.0 Meters (20FT), 11.8 Meters, 12.0 Meters (40FT) |
| Product Specification Level | PSL1, PSL2, Sour |
| Ends | Plain, Beveled Ends, Threaded Ends |
| Available Coating | Black Painting, Varnished, Anti-Rust Oil, FBE, 3PE/3LPE, 3PP, Galvanized |
| Additional Testing | NACE MR0175, NACE TM0177, NACE TM0284, HIC Test, SSC Test, H2 Service, Wet H2S Service, SOUR Service, IBR, etc. |
| Certification: | Completer Traceability EN 10204 3.1 and NABL Accredited Lab Testing. |
API 5L X52 PSL2 Pipe Data Sheet
API5L 45th Edition Specification for Line Pipe
Scope Specified the manufacture of two product levels (PSL1 and PSL2) of seamless and welded steel pipe for the use of a pipeline in the transportation of petroleum and natural gas. For material use in a Sour service application refer to Annex H and for offshore service application refer to Annex J of API5L 45th.Chemical Composition of API 5L X52 PSL1 Pipes with t ≤ 0.984”
| Steel Grade | Mass fraction, % based on heat and product analyses a,g | ||||||
|---|---|---|---|---|---|---|---|
| C | Mn | P | S | V | Nb | Ti | |
| max b | max b | max | max | max | max | max | |
| X52 | 0.28 | 1.4 | 0.3 | 0.3 | d | d | d |
| X52 | 0.26 | 1.4 | 0.3 | 0.3 | d | d | d |
| a. Cu ≤ = 0.50% Ni; ≤ 0.50%; Cr ≤ 0.50%; and Mo ≤ 0.15%, b. For each reduction of 0.01% below the specified maximum concentration for carbon, an increase of 0.05% above the specified maximum concentration for Mn is permissible, up to a maximum of 1.65% for grades ≥ L245 or B, but ≤ L360 or X52; up to a maximum of 1.75% for grades > L360 or X52, but < L485 or X70; and up to a maximum of 2.00% for grade L485 or X70., c. Unless otherwise agreed NB + V ≤ 0.06%, d. Nb + V + TI ≤ 0.15%, e. Unless otherwise agreed., f. Unless otherwise agreed, NB + V = Ti ≤ 0.15%, g. No deliberate addition of B is permitted and the residual B ≤ 0.001% |
|||||||
Mechanical Properties Tensile and Yield of API 5L X52 PSL1 Pipe
| Pipe Grade | Tensile Properties – Pipe Body of SMLS and Welded Pipes PSL 1 | Seam of Welded Pipe | ||
|---|---|---|---|---|
| Yield Strength a | Tensile Strength a | Elongation | Tensile Strength b | |
| Rt0,5 PSI Min | Rm PSI Min | (in 2in Af % min) | Rm PSI Min | |
| X52 | 52,200 | 66,700 | c | 66,700 |
| a. For intermediate grade, the difference between the specified minimum tensile strength and the specified minimum yield for the pipe body shall be as given for the next higher grade. | ||||
| b. For the intermediate grades, the specified minimum tensile strength for the weld seam shall be the same as determined for the body using foot note a. | ||||
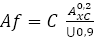
| c. The specified minimum elongation, Af, expressed in percent and rounded to the nearest percent, shall be determined using the following equation: | ||||
 |
||||
| Where C is 1 940 for calculation using Si units and 625 000 for calculation using USC units | ||||
| Axc is the applicable tensile test piece cross-sectional area, expressed in square millimeters (square inches) , as follows | ||||
| – For circular cross-section test pieces, 130mm2 (0.20 in2) for 12.7 mm (0.500 in) and 8.9 mm (.350 in) diameter test pieces; and 65 mm2 (0.10 in2) for 6.4 mm (0.250in) diameter test pieces. | ||||
| – For full-section test pieces, the lesser of a) 485 mm2 (0.75 in2) and b) the cross-sectional area of the test piece, derived using the specified outside diameter and the specified wall thickness of the pipe, rounded to the nearest 10 mm2 (0.10in2) | ||||
| – For strip test pieces, the lesser of a) 485 mm2 (0.75 in2) and b) the cross-sectional area of the test piece, derived using the specified width of the test piece and the specified wall thickness of the pipe, rounded to the nearest 10 mm2 (0.10in2) | ||||
| U is the specified minimum tensile strength, expressed in megapascals (pounds per square inch) | ||||
• 0.50% maximum for copper, 0.50% maximum for nickel, 0.50% maximum for chromium, and 0.15% maximum for molybdenum.
• For each reduction of 0.01% below the specified maximum concentration for carbon, an increase of 0.05% above the specified maximum concentration for manganese is permissible, up to a maximum of 1.65%
• Unless otherwise agreed, the sum of the niobium and vanadium contents shall be ≤0.06%.
• The sum of the niobium ,vanadium and titanium concentratons shall be ≤0.06%.
• Unless otherwise agreed.
• Unless otherwise agreed, the sum of niobium, vanadium and titanium concentrations shall be ≤ 0.15%
API 5L X52 PSL1 Pipe Grades and acceptable Delivery Conditions:
| PSL | Delivery Condition | Pipe grade |
|---|---|---|
| PSL1 | As-rolled, normalized, normalizing formed | A |
| As-rolled, normalizing rolled, thermomechanical rolled, thermo-mechanical formed, normalizing formed, normalized, normalized and tempered or if agreed Q&T SMLS only | B | |
| As-rolled, normalizing rolled, thermomechanical rolled, thermo-mechanical formed, normalizing formed, normalized, normalized and tempered | X42, X46, X52, X56, X60, X65, X70 | |
| PSL 2 | As-rolled | BR, X42R |
| Normalizing rolled, normalizing formed, normalized or normalized and tempered | BN, X42N, X46N, X52N, X56N, X60N | |
| Quenched and tempered | BQ, X42Q, X46Q, X56Q, X60Q, X65Q, X70Q, X80Q, X90Q, X100Q | |
| Thermomechanical rolled or thermomechanical formed | BM, X42M, X46M, X56M, X60M, X65M, X70M, X80M | |
| Thermomechanical rolled | X90M, X100M, X120M | |
| The suffice (R, N, Q or M) for PSL2 grades, belongs to the steel grade |
API 5L X52 PSL1 Ordering Information
The purchase order shall include the quantity, PSL level, type or Grade, reference to API5L, outside diameter, wall thickness, length and any applicable annexes or additional requirements related to chemical composition, mechanical properties, heat treatment, additional testing, manufacturing process, surface coatings or end finish.
API 5L X52 PSL1 Pipe Starting Material
Ingots, blooms, billets, coils or plates used for the manufacture of pipe shall be made by the following processes, basic oxygen, electric furnace or open hearth in combination with a ladle refining process. For PSL2, the steel shall be killed and melted according to a fine grain practice. Coil or plate used for PSL2 pipe shall not contain any repair welds.
API 5L X52 PSL1 Pipe Process of Manufacturing
| Type of Pipe | PSL 1 | PSL 2 | |||
|---|---|---|---|---|---|
| Grade A | Grade B | X42 to X70 | B to X80 | X80 to X100 | |
| SMLS | ✔ | ✔ | ✔ | ✔ | ✔ |
| LFW | ✔ | ✔ | ✔ | ||
| HFW | ✔ | ✔ | ✔ | ✔ | |
| LW | ✔ | ||||
| SAWL | ✔ | ✔ | ✔ | ✔ | ✔ |
| SAWH | ✔ | ✔ | ✔ | ✔ | ✔ |
| SMLS – Seamless, without weld LFW – Low frequency welded pipe, <70 kHz HFW – High frequency welded pipe, >70 kHz SAWL – Submerge-arc welding longitudinal welded SAWH - Submerge-arc welding helical welded |
|||||
API 5L X52 PSL1 Dimension Tolerances Outside Diameter, Out of roundness and wall thickness
| Specified Outside Diameter D (in) | Diameter Tolerance, inches d | Out-of-Roundness Tolerance in | ||||
|---|---|---|---|---|---|---|
| Pipe except the end a | Pipe end a,b,c | Pipe except the End a | Pipe End a,b,c | |||
| SMLS Pipe | Welded Pipe | SMLS Pipe | Welded Pipe | |||
| < 2.375 | -0.031 to + 0.016 | – 0.031 to + 0.016 | 0.048 | 0.036 | ||
| ≥2.375 to 6.625 | 0.020D for | 0.015D for | ||||
| +/- 0.0075D | – 0.016 to + 0.063 | D/t≤75 | D/t≤75 | |||
| By agreement for | By agreement for | |||||
| D/t≤75 | D/t≤75 | |||||
| >6.625 to 24.000 | +/- 0.0075D | +/- 0.0075D, but max of 0.125 | +/- 0.005D, but max of 0.063 | 0.020D | 0.015D | |
| >24 to 56 | +/- 0.01D | +/- 0.005D but max of 0.160 | +/- 0.079 | +/- 0.063 | 0.015D for but max of 0.060 | 0.01D for but max of 0.500 |
| For | For | |||||
| D/t≤75 | D/t≤75 | |||||
| By agreement | By agreement | |||||
| for | for | |||||
| D/t≤75 | D/t≤75 | |||||
| >56 | As agreed | |||||
| a. The pipe end includes a length of 4 in ate each of the pipe extremities | ||||||
| b. For SMLS pipe the tolerance apply for t≤0.984in and the tolerances for the thicker pipe shall be as agreed | ||||||
| c. For expanded pipe with D≥8.625in and for non-expanded pipe, the diameter tolerance and the out-of-roundness tolerance may be determined using the calculated inside diameter or measured inside diameter rather than the specified OD. | ||||||
| d. For determining compliance to diameter tolerance, the pipe diameter is defined as the circumference of the pipe in any circumferential plane divide by Pi. | ||||||
| Wall thickness | Tolerances a |
|---|---|
| t inches | inches |
| SMLS pipe b | |
| ≤ 0.157 | -1.2 |
| >0.157 to < 0.948 | + 0.150t / – 0.125t |
| ≥ 0.984 | + 0.146 or + 0.1t, whichever is the greater |
| – 0.120 or – 0.1t, whichever is the greater | |
| Welded pipe c,d | |
| ≤ 0.197 | +/- 0.020 |
| > 0.197 to < 0.591 | +/- 0.1t |
| ≥ 0.591 | +/- 0.060 |
| a. If the purchase order specifies a minus tolerance for wall thickness smaller than the applicable value given in this table, the plus tolerance for wall thickness shall be increased by an amount sufficient to maintain the applicable tolerance range. | |
| b. For pipe with D≥ 14.000 in and t≥0.984in, the wall thickness tolerance locally may exceed the plus tolerance for wall thickness by an additional 0.05t provided that the plus tolerance for mass is not exceeded. | |
| c. The plus tolerance for wall thickens does not apply to the weld area | |
| d. See the full API5L spec for full details | |
API 5L X52 PSL1 Hydrostatic Test
Pipe to withstand a hydrostatic test without leakage through the weld seam or the pipe body. Jointers need not be hydrostatic tested provide the pipe sections used were successfully tested.
API 5L X52 PSL1 Pipe Bend Test
No cracks shall occur in any portion of the test piece and not opening of the weld shall occur.
API 5L X52 PSL1 Pipe Acceptance criteria for flattening test shall be
- EW pipes D 12.750 in
- ≥ X60 with T≥0.500in, there shall be no opening of the weld before the distance between the plates is less than 66% of the original outside diameter. For all grades and wall, 50%.
- For pipe with a D/t 10, there shall be no opening of the weld before the distance between the plates is less than 30% of the original outside diameter.
- For other sizes refer to the full API5L specification
CVN impact test for PSL2
Many PSL2 pipe sizes and grades require CVN. Seamless pipe is to be tested in the body. Welded pipe is to be tested in the Body, Pipe Weld and heat affected zone (HAZ). Refer to the full API5L specification for the chart of sizes and grades and required absorbed energy values.
Are you looking for Finest Quality API 5L X52 PSL1 Pipe manufacturer in India ? Get Best deals on API 5l grb X52 Pipes in Qatar, X52 Pipe in Oman, Buy cheapest API 5l Gr. B, X42, X46, X52, X56, X60, X65, X70, X80, X100 Pipe, API 5L Grade X52 pipe PSL1/2, API 5L Grade X52 carbon steel pipe in Singapore, Grade X46 welded pipe, API 5L X52 High Pressure Steel Pipe dealer in Kuala Lumpur, API 5l X46 material, API 5L GR X52 pipe, API 5L PSL2 X52 (HIC & SSC), Grade API 5L B X52, API 5L X52 PSL1 Pipe stock in Kuala Lumpur, API 5L X52 PSL1 Pipe for sale, API 5L Gr.B Pipe, X52 Boru, IBR approved API 5L X52 PSL1 Pipe Exporter in Egypt
API 5L Pipes Material Grades
| High Temperature Seamless Pipe | ASTM A106 Gr. B/C, API 5L Gr. B, ASTM A53 Gr. B |
| Heat Exchanger Seamless Tube | ASTM A179 |
| Low Temperature Seamless Pipe | ASTM A333 Gr. 3/6 |
| Low Temperature Seamless Tube | ASTM A334 Gr. 6 |
| High Yield Seamless Pipe | API 5L Gr. X42/X46/X52/X56/X60/X65/X70/X80 PSL-1/PSL-2 |
| High Yield Seamless Pipe | ISO 3183 Gr. L245, L290, L320, L360, L390, L415, L450, L485 |
| Atmospheric & Low Temp EFW Pipes | ASTM A671 Gr. CC60/CC65/CC70 |
| High Pressure & Moderate Temp EFW Pipes | ASTM A672 Gr. B60/B65/B70/C55/C60/C65/C70 |
| High Yield ERW/SAW Pipe | API 5L Gr. X42/X46/X52/X56/X60/X65/X70/X80 PSL-1/PSL-2 |
| High Yield ERW/SAW Pipe | ISO 3183 Gr. L245, L290, L320, L360, L390, L415, L450, L485 |
API 5L Carbon Steel Seamless Pipes Types
API-5L X52 Line Pipe Types
Ranges by Product Specification Level: PSL1, PSL2, Sour Services
- API 5L X52 PSL1, for the pipes in common delivery condition of As Rolled.
- API 5L X52N/M/Q, for PSL2 pipe with delivery condition of N, M, and Q.
- API 5L X52NS/MS/QS, for PSL2 pipes with sour services.
- R: As rolled
- N: Normalizing rolled, Normalized formed, Normalized
- Q: Tempered and quenched
- M: Thermomechanical rolled or thermomechanical formed
- S: Sour Service
Seamless: Includes hot rolled seamless and cold drawn seamless.
ERW: Electric Resistance Welded, OD up to 24 inch.
DSAW/SAW: Double Submerged Arc Welding, substitute welding methods rather than ERW for larger diameter welded pipes.
LSAW: Longitudinal Sub-merged Arc Welding, also called JCOE pipe, OD up to 56 inch.
SSAW / HSAW: Spiral Sub-merged Arc Welding, or Helical SAW, OD up to 100 inch.
Inspection & Approval Certificates : EN10204 3.1 / DIN 50049 3.1 / ISO 10474 3.1 Mill Test Certificate, NACE MR-0175 / ISO 15156, NACE MR-01-03 / NACE MR-01-75 / ISO 15156, CE Marked, European Pressure Equipment Directive PED-97/23/EC, AD-2000-W0, ASME Boiler & Pressure Vessel Code Sec.II Part A Ed. 2008, with 3.2 certificate duly Certified & Approved by LRS (Lloyd's Register), GL (Germanischer Lloyd), BV (Bureau Veritas), DNV (Det Norske Veritas), ABS (American Bureau of Shipping), SGS, TUV, RINA, IRS, NORSOK Approved Standard M-630, M-650 Rev.3
API 5L X52 PSL2 Pipe Sizes Available in Stock with Price
- 1/2" NB in Thickness Schedule 20, 30, STD, 40, 60, XS, 80, 100, 120, 160, XXS in API 5L X52 PSL 1 Pipes and API 5L X52 PSL 2 Pipes
- 3/4" NB in Thickness Schedule 20, 30, STD, 40, 60, XS, 80, 100, 120, 160, XXS in API 5L X52 PSL 1 Pipes and API 5L X52 PSL 2 Pipes
- 1" NB in Thickness Schedule 20, 30, STD, 40, 60, XS, 80, 100, 120, 160, XXS in API 5L X52 PSL 1 Pipes and API 5L X52 PSL 2 Pipes
- 1-1/4" NB in Thickness Schedule 20, 30, STD, 40, 60, XS, 80, 100, 120, 160, XXS in API 5L X52 PSL 1 Pipes and API 5L X52 PSL 2 Pipes
- 1-1/2" NB in Thickness Schedule 20, 30, STD, 40, 60, XS, 80, 100, 120, 160, XXS in API 5L X52 PSL 1 Pipes and API 5L X52 PSL 2 Pipes
- 2" NB in Thickness Schedule 20, 30, STD, 40, 60, XS, 80, 100, 120, 160, XXS in API 5L X52 PSL 1 Pipes and API 5L X52 PSL 2 Pipes
- 2-1/2" NB in Thickness Schedule 20, 30, STD, 40, 60, XS, 80, 100, 120, 160, XXS in API 5L X52 PSL 1 Pipes and API 5L X52 PSL 2 Pipes
- 3" NB in Thickness Schedule 20, 30, STD, 40, 60, XS, 80, 100, 120, 160, XXS in API 5L X52 PSL 1 Pipes and API 5L X52 PSL 2 Pipes
- 3-1/2" NB in Thickness Schedule 20, 30, STD, 40, 60, XS, 80, 100, 120, 160, XXS in API 5L X52 PSL 1 Pipes and API 5L X52 PSL 2 Pipes
- 4" NB in Thickness Schedule 20, 30, STD, 40, 60, XS, 80, 100, 120, 160, XXS in API 5L X52 PSL 1 Pipes and API 5L X52 PSL 2 Pipes
- 5" NB in Thickness Schedule 20, 30, STD, 40, 60, XS, 80, 100, 120, 160, XXS in API 5L X52 PSL 1 Pipes and API 5L X52 PSL 2 Pipes
- 6" NB in Thickness Schedule 20, 30, STD, 40, 60, XS, 80, 100, 120, 160, XXS in API 5L X52 PSL 1 Pipes and API 5L X52 PSL 2 Pipes
- 8" NB in Thickness Schedule 20, 30, STD, 40, 60, XS, 80, 100, 120, 160, XXS in API 5L X52 PSL 1 Pipes and API 5L X52 PSL 2 Pipes
- 10" NB in Thickness Schedule 20, 30, STD, 40, 60, XS, 80, 100, 120, 160, XXS in API 5L X52 PSL 1 Pipes and API 5L X52 PSL 2 Pipes
- 12" NB in ThicknessSchedule 20, 30, STD, 40, 60, XS, 80, 100, 120, 160, XXS in API 5L X52 PSL 1 Pipes and API 5L X52 PSL 2 Pipes
- 14" NB in Thickness Schedule 20, 30, STD, 40, 60, XS, 80, 100, 120, 160, XXS in API 5L X52 PSL 1 Pipes and API 5L X52 PSL 2 Pipes
- 16" NB in Thickness Schedule 20, 30, STD, 40, 60, XS, 80, 100, 120, 160, XXS in API 5L X52 PSL 1 Pipes and API 5L X52 PSL 2 Pipes
- 18" NB in Thickness Schedule 20, 30, STD, 40, 60, XS, 80, 100, 120, 160, XXS in API 5L X52 PSL 1 Pipes and API 5L X52 PSL 2 Pipes
- 20" NB in Thickness Schedule 20, 30, STD, 40, 60, XS, 80, 100, 120, 160, XXS in API 5L X52 PSL 1 Pipes and API 5L X52 PSL 2 Pipes
- 22" NB in Thickness Schedule 20, 30, STD, 40, 60, XS, 80, 100, 120, 160, XXS in API 5L X52 PSL 1 Pipes and API 5L X52 PSL 2 Pipes
- 24" NB in Thickness Schedule 20, 30, STD, 40, 60, XS, 80, 100, 120, 160, XXS in API 5L X52 PSL 1 Pipes and API 5L X52 PSL 2 Pipes
- 26" NB in Thickness Schedule 20, 30, STD, 40, 60, XS, 80, 100, 120, 160, XXS in API 5L X52 PSL 1 Pipes and API 5L X52 PSL 2 Pipes
- 28" NB in Thickness Schedule 20, 30, STD, 40, 60, XS, 80, 100, 120, 160, XXS in API 5L X52 PSL 1 Pipes and API 5L X52 PSL 2 Pipes
- 30" NB in Thickness Schedule 20, 30, STD, 40, 60, XS, 80, 100, 120, 160, XXS in API 5L X52 PSL 1 Pipes and API 5L X52 PSL 2 Pipes
- 32" NB in Thickness Schedule 20, 30, STD, 40, 60, XS, 80, 100, 120, 160, XXS in API 5L X52 PSL 1 Pipes and API 5L X52 PSL 2 Pipes
- 34" NB in Thickness Schedule 20, 30, STD, 40, 60, XS, 80, 100, 120, 160, XXS in API 5L X52 PSL 1 Pipes and API 5L X52 PSL 2 Pipes
- 36" NB in Thickness Schedule 20, 30, STD, 40, 60, XS, 80, 100, 120, 160, XXS in API 5L X52 PSL 1 Pipes and API 5L X52 PSL 2 Pipes
We export API 5L X52 PSL1 Pipe to Saudi Arabia, Iran, Iraq, United Arab Emirates, Qatar, Bahrain, Oman, Kuwait, Turkey, Egypt, Yemen, Syria, Israel, Jordan, Cyprus, Singapore, Malaysia, Indonesia, Thailand, Vietnam, South Korea, Japan, Sri Lanka, Maldives, Bangladesh, Myanmar, Taiwan, Cambodia, Argentina, Bolivia, Brazil, Chile, Venezuela, Colombia, Ecuador, Guyana, Paraguay, Uruguay, United States Of America, Canada, Mexico, Panama, Costa Rica, Puerto Rico, Trinidad And Tobago, Jamaica, Bahamas, Denmark, Russia, Norway, Germany, France, Italy, United Kingdom, Spain, Ukraine, Netherlands, Belgium, Greece, Czech Republic, Portugal, Hungary, Albania, Austria, Switzerland, Slovakia, Finland, Ireland, Croatia, Slovenia, Malta, Nigeria, Algeria, Angola, South Africa, Libya, Egypt, Sudan, Equatorial Guinea, The Republic Of Congo, Gabon, Europe, Africa, Asia, North America, South America, Middle East, Far East.etc.
Prosaic Steel and Alloys is a well known worldwide exporter of API 5L X52 PSL1 Pipe, Prosaic Steel and Alloys is committed to provide each and every customer with the highest standard of customer service. We deals in API 5L X52 PSL1 Pipe in India & Overseas, offering a wide range of API 5L X52 PSL1 Carbon Steel Seamless Pipe.
Prosaic Steel and Alloys is Leading Manufacturer, Distributor, Exporter, Stockholder and Supplier of API 5L X52 PSL 1 Pipe in United States of America (USA), Saudi Arabia, Italy, Netherlands, Germany, Canada, Singapore, Malaysia, Indonesia
api 5l x52 pipe specification, api 5l x52 equivalent, api 5l x52 equivalent astm, api 5l x52 properties, tuberia api 5l x52, api 5l x52 pdf, api 5l x52 psl2, api 5l Pipe sizes, api 5l x52 pipe specification, api 5l x52 pipe sizes, api 5l x52 equivalent, api 5l x52 equivalent astm, api 5l x52 properties, api 5l x52 specification, api 5l pipe sizes, what is api pipe, API 5L X52 Pipe, API 5L X52 PSL1 Pipe, API 5L X52 PSL2 Pipe, API 5L X52 Line Pipe, API 5L X52 Carbon Steel Pipe
We provide API 5L X52 Pipe with PSL1 and PSL2. We Carry Complete Range from 02" NB to 24" NB, wall Thickness upto 100 MM. Prosaic Steel and Alloys API 5L X52 Pipe are known for its High Quality and Competitive Price.
API 5L X52 PSL 1 Pipe